
产品展示
联系我们CONTACT
2017-01-09 点击量:1662
视频展示
基本信息
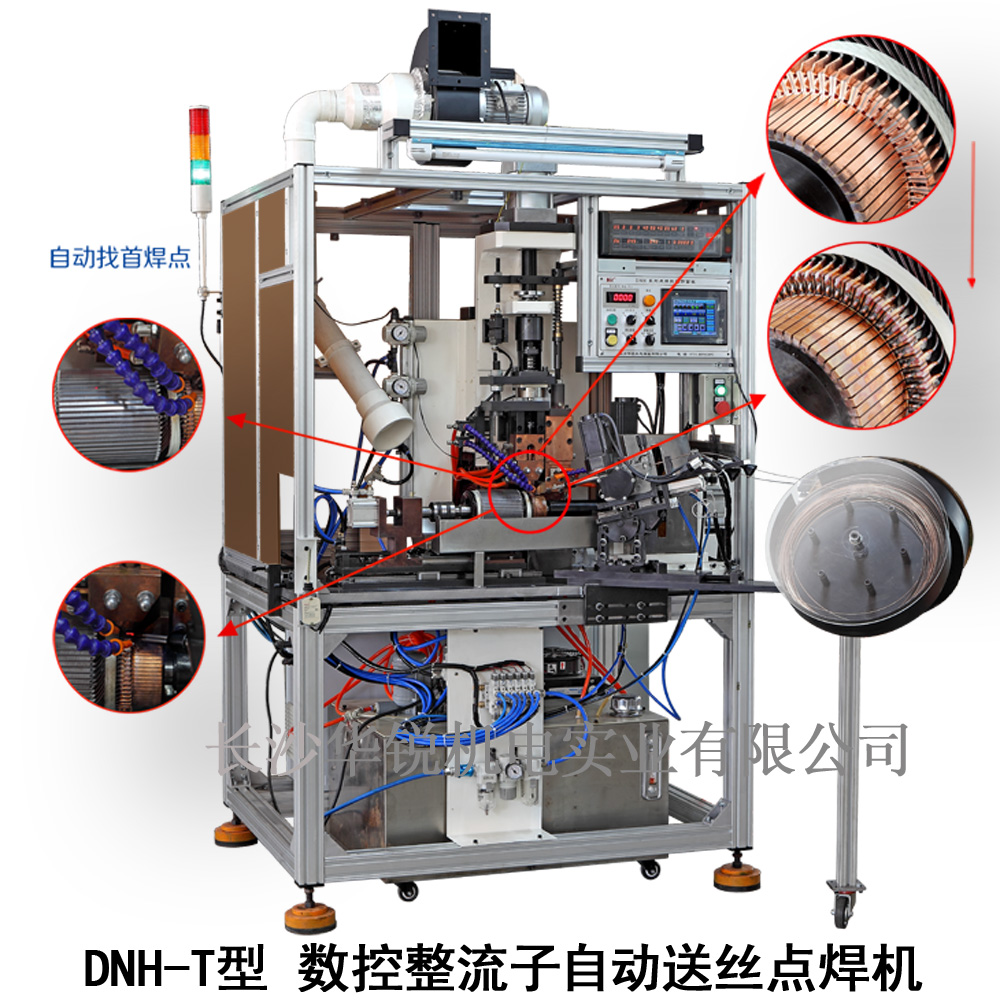
该型号点焊机是采用自动送丝方式(双送丝)将钎焊丝送到焊接位置,加压、通电将电枢换向器端铜线与换向器(整流子)焊接在一起(钎焊)。有焊接电流次级反馈恒流控制。具有压力控制显示、焊接首点自动找正功能。配不锈钢循环水冷却系统。采用伺服电机分度,PLC程序控制,液晶触摸屏参数设置,可在液晶触摸屏上设置转子槽数、焊接规范、送丝长度、首槽偏移等参数。
焊接过程:
人工将转子放入预备焊接工位→V型支撑前进将转子推至焊接工位→尾部顶紧气缸顶紧,分度夹头夹紧→旋转找首槽→开启换向器冷却水→主缸向下电流控制系统通电焊接→送丝机构自动向焊接铜线位置送焊丝→完成设定长度送丝后,送丝机构退丝→保压完成并伺服分度→循环完成焊接及分度等动作直到所有焊点焊接完成→关闭换向器冷却水→尾部顶紧气缸松开→分度夹紧气缸松开转子→退料气缸将转子推出夹头→V型支撑机构退回→人工取下转子。
技术参数
1.可焊槽数:最大999槽
2.转子外径:φ60-φ200㎜
3.转子轴径:φ12-φ38㎜
4.转子轴长:120㎜~500㎜
5.转子线规:扁线1.2×3.0 ——— 2.5×6.5等多种规格 或相应规格圆线
6.换向器外径:φ50-φ160㎜
7.功率:80KW--100KW
8.工作气压:0.5--0.6MPa
9.电源:交流 380V
产品特点
1、长沙华锐机电实业有限公司专利焊接压力机构及控制软件;
2、采用恒流控制器对焊接电流恒流控制(采用次级恒流控制并显示);
3、采用伺服电机加蜗轮蜗杆机构精确分度;
4、有焊接压力显示,并且控制起始通电焊接压力;
5、有焊接位置首点定位装置(光电传感器);
6、有循环水冷却系统,采用不锈钢水箱;
7、具有高精度伺服控制双送丝系统;
8、焊接功率:80KV--100KW;
9、有焊强力环保排烟系统。